Bulk Chemical Storage and CIP Plant for Dairy Manufacturer, Victoria
Project Overview
Our client was operating with critical ageing assets that had reached end-of-life. Stainless Designs was initially engaged to provide front-end engineering support and capital cost estimates to help shape a replacement strategy.
Through careful planning and a staged delivery approach, Stainless Designs and its project partners successfully designed, installed and commissioned upgraded replacement systems within the existing footprint. Working closely with key stakeholders, the team improved safety, quality, functionality and maintainability to align with modern best practice, all while ensuring uninterrupted site production throughout the project.
The Client
Our client is a large international dairy manufacturer with several well-known retail brands central to its market presence. Maintaining operational performance is critical to ensuring product quality and consistent production throughput.
Key Challenges
The site’s main CIP set and bulk chemical storage systems were more than 30 years old and identified during an internal review as high risk under equipment condition, safety and food safety assessments.
Potential failure risks included significant plant downtime, increased risk of employee injury from chemical leaks and poor access, along with food safety concerns due to non-compliance with modern CIP standards.
The Result
The upgraded CIP system delivered significantly improved instrumentation and automation capabilities, giving the client greater flexibility to tailor individual circuit washes for enhanced process control and monitoring. The result is improved operational performance, greater reliability and confidence that quality standards are consistently maintained at the highest level.
Solution Details
Stainless Designs, alongside project partners and the client team, planned and delivered the project in carefully managed stages, including:
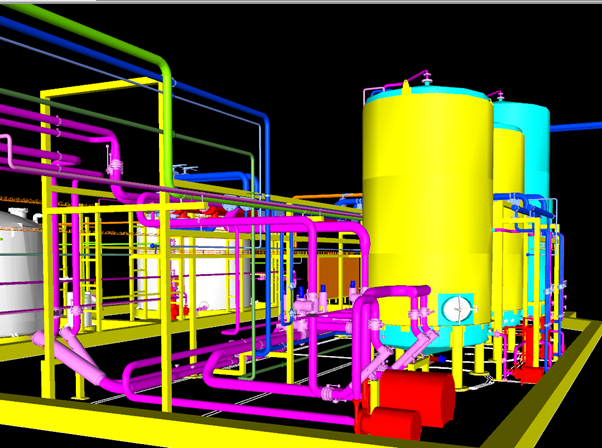
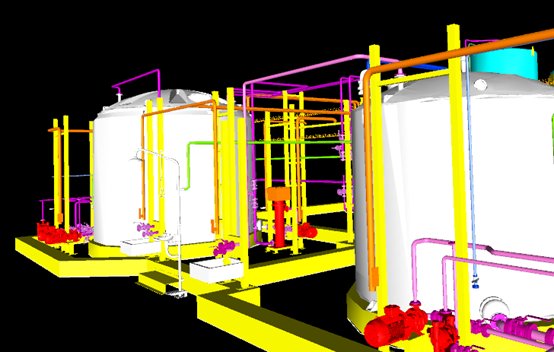
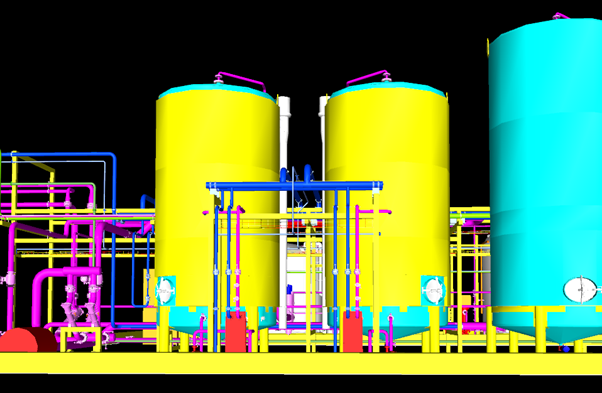
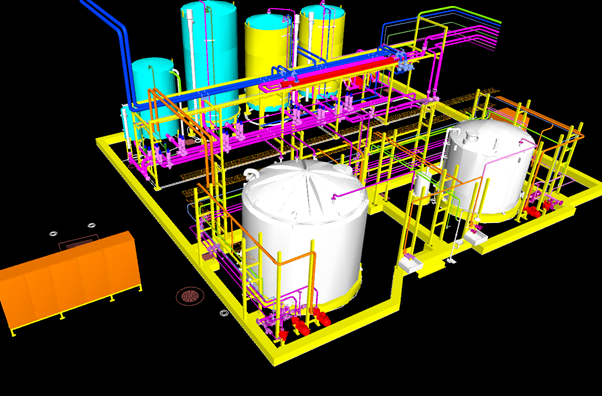
Enabling works to reposition existing plant and remove redundant equipment, creating space for new bulk chemical storage and distribution systems
Commissioning of a new bulk chemical handling system and expanded MCC, integrated with upgraded PLC automation for improved control and additional safeguards
Disconnection, demolition and removal of the previous bulk chemical handling plant to make way for the upgraded CIP set, including automation clean-up works to support ongoing site continuity
Construction of a thermal hot water system, designed by the client, replacing the previous direct steam heating approach
Construction and commissioning of the upgraded CIP system, delivering improvements in safety, quality, functionality and maintainability. During integration, legacy automation code issues were identified and resolved, further improving plant reliability and performance
Final disconnection, demolition and removal of the former CIP set, improving site access and overall plant layout between the chemical and CIP areas